مع التقدم المستمر للعلوم والتكنولوجيا، تم تحسين المستوى العام للأتمتة الصناعية بشكل كبير.
وحدة تغذية أوتوماتيكية لضغط الطاقة هي نوع من المعدات الأوتوماتيكية التي تزود المواد تلقائيًا وتساعد على إنتاج المصنع.إنه جزء لا غنى عنه في حياة الإنسان وإنتاجه.تدرس هذه الورقة بشكل أساسي نقل وتحميل موضع حلقة التثبيت اللولبية بواسطة وحدة التغذية الأوتوماتيكية لمكبس الطاقة، وفكرية التحكم والتحسين باستخدام المبرمج المنطقي القابل للبرمجة.
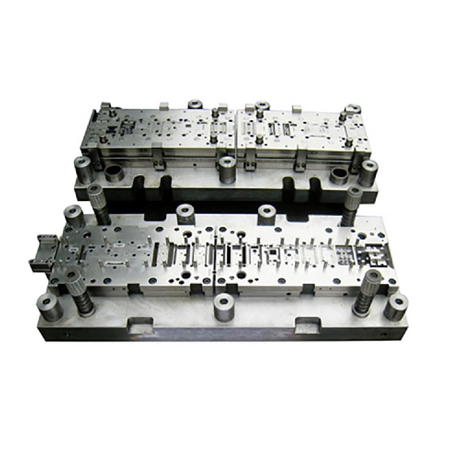
في الوقت الحاضر، تتكون وحدة التغذية شائعة الاستخدام، سواء كانت وحدة تغذية بالهواء، أو وحدة تغذية أسطوانية، أو وحدة تغذية NC، أو وحدة تغذية تروس أو وحدة تغذية مقطعية عالية السرعة، من حامل المواد، وآلة التسوية، وجهاز التغذية (المغذي)، واللكم والقالب المستمر، والتغذية الجهاز (المغذي).تشكل هذه الأجهزة خط إنتاج الختم الأوتوماتيكي الكامل [1] على طول اتجاه تغذية المواد بدوره.تدرس هذه الورقة دقة الختم وتحديد موضع مكبس حلقة الاحتفاظ اللولبي الذي يتم التحكم فيه بواسطة PLC وآفاق تطويره وتطبيقاته.يتم استخدام المعالجات القابلة للبرمجة لتقليل الأخطاء.وفي الوقت نفسه، تتم دراسة تحليل الموثوقية وطرق التعامل مع الأخطاء لتحسين دقة المعالجة وكفاءتها.
هيكل ومبدأ وحدة تغذية تلقائية لضغط الطاقة
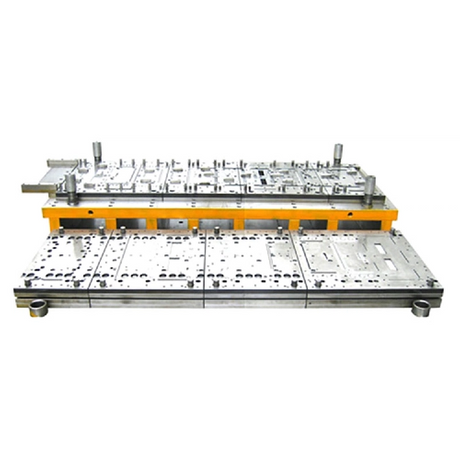
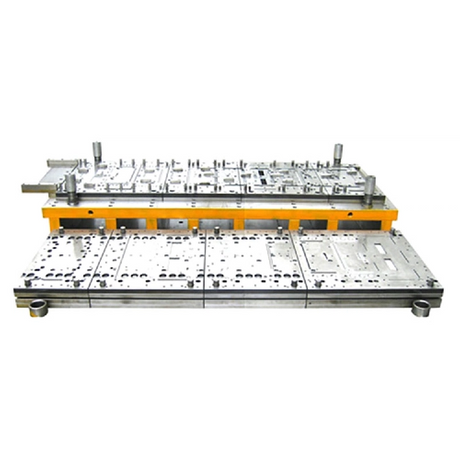
يتم تثبيت قاعدة آلة الختم وقاعدة التغذية الأوتوماتيكية لضغط الطاقة على طاولة العمل.يقع جزء وحدة التغذية الأوتوماتيكية لضغط الطاقة في الخلف.الجزء العلوي من التغاضي هو صينية الاهتزاز ومسار التغذية اللولبي لوحدة التغذية الأوتوماتيكية.يدخل المثبت اللولبي أو قطعة العمل إلى مسار تغذية اللولب من خلال صينية الاهتزاز، ومن ثم يدخل إلى موضع الضغط المسبق على طول مسار تغذية اللولب.المحرك المستخدم لقيادة صينية الاهتزاز هو محرك Servo AC.يتميز محرك سيرفو AC بالدقة والحساسية العالية.يقع المحرك في القاعدة.يتحكم نظام الحلقة المغلقة في الاستقرار العام لوحدة التغذية التلقائية لضغط الطاقة المضغوط أسفل المثبت اللولبي.
أولاً، يقوم المشغل بوضع حلقة الرفع البالية على الأدوات، ويكتشف المستشعر وجود قطعة العمل، ويرسل إشارة الكشف إلى معالج PLC، الذي يتحكم في عمل الأسطوانة، ويكتشف الجهاز الطول الإجمالي للقطعة الترباس في الوقت الحقيقي.قم بتشغيل الجهاز، وتم وضع قطعة العمل مسبقًا، ويتم إرسال إشارة الكشف إلى معالج PLC، الذي يتحكم في عمل جهاز النقل، ويحرك حلقة الاحتفاظ اللولبية من خلال جهاز التغذية وقرص الاهتزاز [3] .عندما يكتشف مستشعر تحديد المواقع أن قطعة العمل في وضع محدد مسبقًا، فإنه ينقل الإشارة إلى نظام التحكم.بعد استقبال الإشارة، يقوم نظام التحكم بإرسال التعليمات إلى معالج PLC للتحكم في عمل الأسطوانة.إذا لم يستوفي المتطلبات، فلن يبدأ تشغيل الجهاز.على العكس من ذلك، يبدأ الجهاز في التشغيل ويرسل تلقائيًا حلقة تثبيت المسمار إلى أعلى المزلاج، ويبدأ الجهاز في الضغط لأسفل.
عندما يصل الضغط الهبوطي للمعدات إلى موضع الحد لقطعة العمل، يتم اكتشاف الارتفاع الإجمالي للتركيبات (الكم والحشية، وما إلى ذلك) على الترباس بواسطة مستشعر الإزاحة.إذا كان الارتفاع الإجمالي لا يتطابق مع المعلمات المحددة مسبقًا للمعدات، فسوف تتوقف المعدات عن العمل عن طريق الإنذار؛وإلا فإن الضغط الهبوطي سوف يكتمل.عندما تتم معالجة قطعة العمل، يتحكم معالج PLC في أسطوانة التثبيت لفكها، ويحرك قطعة العمل إلى الموضع المناسب.فهو يزيل قطعة العمل المعالجة، ويضعها في قطعة العمل غير المعالجة، ويدور عملية المعالجة بهذه الطريقة.يتضمن نظام التثبيت المرن الهوائي بشكل أساسي: جهاز التحكم، جهاز الكشف، جهاز تحديد المواقع، جهاز التثبيت وجهاز إزالة قطعة العمل.